全國(guó)免費(fèi)咨詢電話:400-811-7869

由于回轉(zhuǎn)窯是長(zhǎng)期運(yùn)行于高溫下的,拖輪的水平位置,斜率都會(huì)發(fā)生變化,導(dǎo)致回轉(zhuǎn)窯的中軸線發(fā)生變形。這樣就需要將各檔的每一個(gè)拖輪都調(diào)整至合適的位置,才能夠保證筒體軸線不變形。在回轉(zhuǎn)窯運(yùn)轉(zhuǎn)一段時(shí)間之后,各檔輪帶和拖輪的直徑也會(huì)發(fā)生不同程度的變化。進(jìn)行拖輪的調(diào)整時(shí),這些因素都是要考慮到的。回轉(zhuǎn)窯的運(yùn)轉(zhuǎn)效率降低,各項(xiàng)技術(shù)經(jīng)濟(jì)指標(biāo)都會(huì)受到影響,往常的修補(bǔ)方法是將整節(jié)筒體更換,由于生產(chǎn)和資金等等方便原因,運(yùn)用大面積不間斷的挖補(bǔ)來(lái)對(duì)此節(jié)筒體完成修整工作,運(yùn)轉(zhuǎn)到現(xiàn)在,回轉(zhuǎn)窯的正常生產(chǎn)得到保證,并取得了明顯的成果。對(duì)于挖補(bǔ)的方法我們進(jìn)行了一系列的研究與分析。
在回轉(zhuǎn)窯筒體變形的地方需要一個(gè)測(cè)量設(shè)備來(lái)進(jìn)行軸向的測(cè)量,如圖所示,
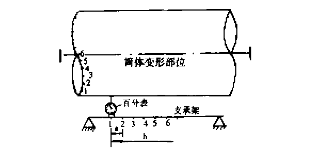
在軸線方向劃分若干等分,每等分距離相同,具體距離為多少,根據(jù)回轉(zhuǎn)窯內(nèi)筒體變形的實(shí)際情況來(lái)決定,這樣就出現(xiàn)了若干的測(cè)量點(diǎn)。測(cè)量點(diǎn)數(shù)的確定取決于筒體的變形的寬度,也就是途中n段的總距離。在筒體的圓周方向也需要?jiǎng)澐殖扇舾傻确郑谕搀w進(jìn)行緩慢旋轉(zhuǎn)時(shí)記錄每一測(cè)點(diǎn)處筒體圓周的徑向變形值,并按照比例繪制出相應(yīng)的徑向變形圖。
根據(jù)實(shí)驗(yàn)所得的結(jié)果以及回轉(zhuǎn)窯筒圈的變化情況,可以準(zhǔn)確的確定變形的位置以及面積的大小,來(lái)確定筒體的補(bǔ)挖尺寸。進(jìn)過(guò)深入的分析,決定運(yùn)用3快連續(xù)進(jìn)行的挖補(bǔ)方案,也就是在前列塊焊接完成后,直接進(jìn)行第二塊的挖補(bǔ),而后進(jìn)行第三塊的。回轉(zhuǎn)窯筒體挖補(bǔ)塊的形狀和尺寸,一般前兩塊為長(zhǎng)方形,第三塊為四角為圓角過(guò)渡的形式,且未來(lái)使丁字接頭相交錯(cuò),分散應(yīng)力集中,并減輕重量,將第二塊鑲嵌到第三塊中。為了保證筒體在切割之后不發(fā)生變形,需要在筒體內(nèi)挖補(bǔ)的兩端設(shè)置支架,同時(shí)筒體下部也需要增加圓弧托架,以防切割后筒體下?lián)稀R陨线@些都是為了很好的進(jìn)行回轉(zhuǎn)窯筒體的挖補(bǔ)所進(jìn)行了一些列的措施。因此我們?cè)谶M(jìn)行中更要小心謹(jǐn)慎,才不影響修補(bǔ)后回轉(zhuǎn)窯的運(yùn)轉(zhuǎn)。
本文章由豫暉回轉(zhuǎn)窯網(wǎng)提供:http://www.lyjgzz.cn/
回轉(zhuǎn)窯相關(guān)文章推薦:回轉(zhuǎn)窯筒體總體結(jié)構(gòu)是如何組成的