
一、回轉窯筒體中心線不直解決辦法:調整筒體直線度
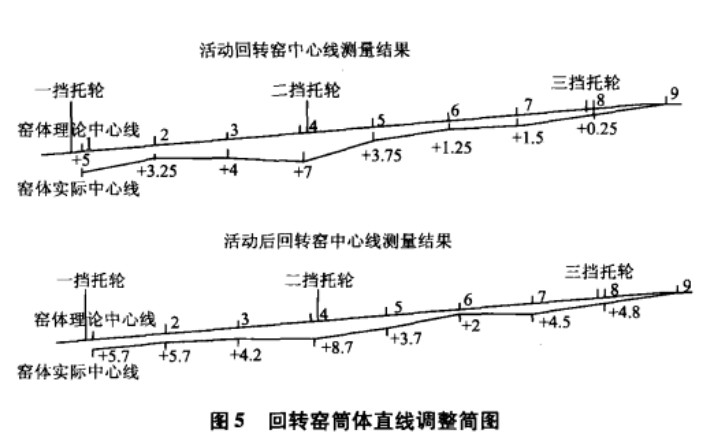
根據回轉窯每次停窯檢修前、檢修后、開啟運轉前對回轉窯筒體直線度的測量結果分析,筒體直線度超過來8mm,則回轉窯的徑向圓跳動達16mm以上,如此大的徑向跳動使回轉窯筒體彎曲扭轉變形,內襯受到擠壓、扭轉的綜合疲勞損壞,其使用壽命大大降低。我們通過對各組托進行適當的調整,便可將回轉窯筒體直線度控制在4mm以內,使窯頭、窯尾的徑向跳動在8mm以內,大齒圈處的圓跳則處于4mm以內,大大降低了內襯受到擠壓、扭轉的綜合疲勞損壞,有效地提高了內襯的使用壽命。圖5為回轉窯簡體直線調整簡圖。
二、圈頂隙過大解決辦法:調整圈頂隙
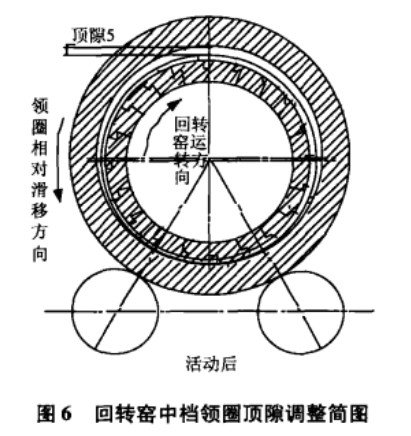
對于該問題我們通過在筒體墊板與圈之間的圓周方向加焊調整墊進行及時的調整,保持其間隙在設計值之內,盡可能地使筒體與圈保持同步運行,消除錨鉤受到剪切應力,從而延長內襯的使用壽命。活動后,回轉窯中擋圈頂隙調整簡圖如圖6所示。
較后,我們需要加強穩定回轉窯的工藝條件,有必要做到以下三點:
1、回轉窯的投料量、窯速、負壓、助燃風量不穩定直接使內襯受到急冷急熱的熱沖擊,筒體彎曲扭轉變形,導致內襯易破損。車間加強工藝、制度、設備三大規程執行情況的考核力度,確保回轉窯溫度穩定、窯速穩定、投料量穩定、天然氣燃燒量與助燃風量穩定的生產工藝條件。
2、加大技改力度,加強維檢質量。對二次嘴、下料溜管進行改造,杜絕設備故障的發生。使下料榴管、二次風嘴的使用壽命也達到了300d以上。
3、加強員工的技術培訓,提高員工對設備構造、性能、生產工藝條件的深入學習,杜絕因誤操作、維護不周而造成的頻繁停窯、停料故障。
文章來自河南豫暉礦山機械有限公司回轉窯網:http://www.lyjgzz.cn/