
經過多數的實驗我們可以知道,回轉窯窯頭處的溫度變化是比較快的,因此如果選擇人工操控是比較困難的。
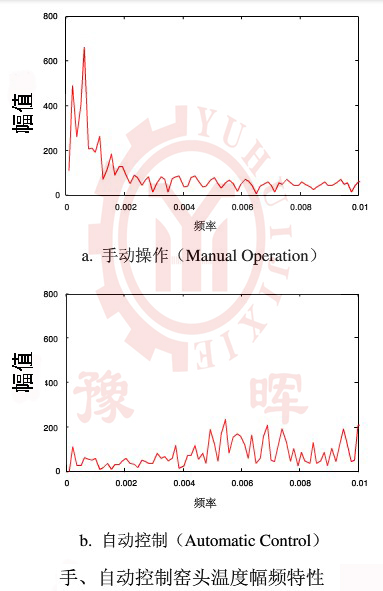
由圖我們可以看出,在加入反饋操控時可以很大限度的改善回轉窯內溫度的運轉特性,并且所出現的低頻波動基本上是會完全消失的,而此種操作中唯一的不足就是反饋令回轉窯內的各個系統變得比較敏感,當自動控制在0.005-0.008赫茲附近時期幅值與手動操作相比較時要大許多,這種情況一方面可以說明回轉窯系統的快速性得到的提升,操作中能夠注于一件事情,即根據實際回轉窯的煅燒來對窯頭溫度值進行設置;另一方面也充分說明參數設置不合適情況下,也會降低回轉窯系統的穩定性。從煅燒溫度的操控我們也可以獲得這樣的結果。
對比手動和自動控制時的頻率幅值,我們可知當自動控制削弱了0.001赫茲以下的波動時,0.002-0.004赫茲處的波動就會被放大,以此可以說明回轉窯系統得到了快速的提升,但是此時會有4-8分鐘的波動周期出現,因此,為了保證數據的真實性,此時的頻譜是沒有進行數據移動平均濾波的,因此在我們所看到的0.008赫茲處會有峰值出現,則是因為回轉窯內窯爐的轉動而引起的測量噪聲。
(文章源于河南豫暉球磨機、回轉窯指定網站:http://www.lyjgzz.cn/,轉載注明出處)